jazykoch
jazykoch
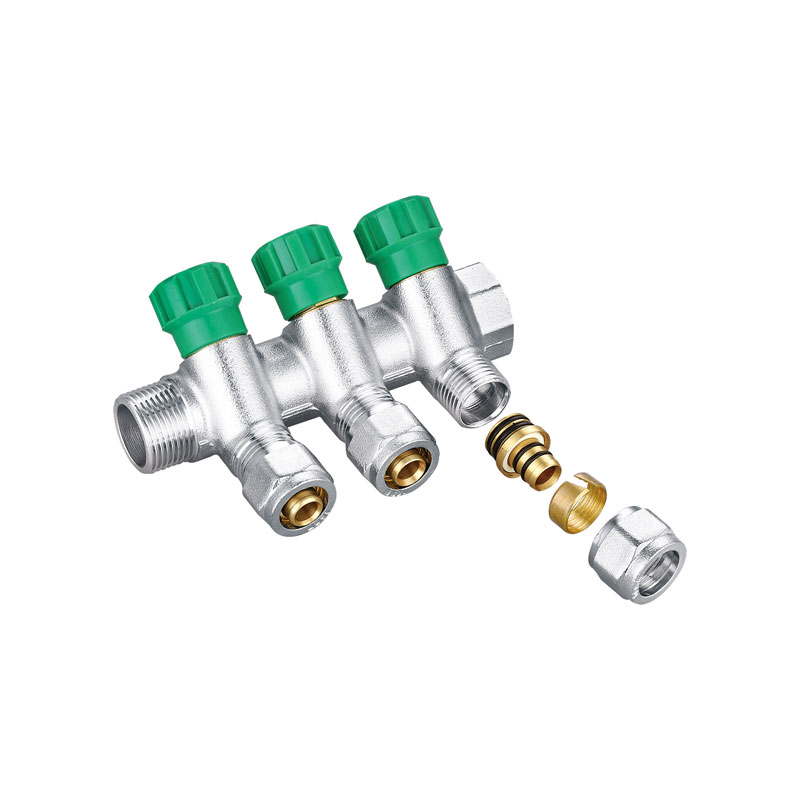
Na prvý pohľad má ventil málo dielov, jednoduchú konštrukciu a priemernú presnosť. Je to jednoduchá časť v strojárskom priemysle, ale tesniaca časť ventilu má obzvlášť vysoké požiadavky. Proces výroby ventilu je zložitý a technicky náročný. Aké charakteristiky procesu by sme mali venovať pozornosť?
1. Výrobné materiály
Kvôli rôznorodosti a špecifikáciám ventilov, napríklad, všeobecné ventily zahŕňajú posúvače, guľové ventily, spätné ventily, guľové ventily, škrtiace ventily a hydraulické ovládacie ventily; priemyselné ventily zahŕňajú solenoidové ventily, regulačné ventily, redukčné ventily, vysokoteplotné a vysokotlakové ventily, nízkoteplotné ventily a iné špeciálne ventily, ktoré sa používajú v rôznych oblastiach národného hospodárstva a prípady ich použitia sa značne líšia, ako je vysoká teplota a vysokotlakové, nízkoteplotné kryogénne, horľavé a výbušné, vysoko toxické, silné korozívne médiá a iné pracovné podmienky, ktoré kladú prísne požiadavky na materiál ventilu.
Okrem liatiny, uhlíkovej ocele a legovanej konštrukčnej ocele CrNi nehrdzavejúca oceľ, CrMoAl nitridovaná oceľ, CrMoV žiaruvzdorná oceľ, CrMnN kyselinovzdorná oceľ, precipitátne kalená oceľ, duplexná nehrdzavejúca oceľ, nízkoteplotná oceľ, zliatina titánu, a Monel sú tiež široko používané. , Inconel, Hastelloy a karbid G0CrW. Vlastnosti odlievania, zvárania a spracovania týchto vysoko legovaných materiálov sú veľmi zlé, čo prináša veľké ťažkosti výrobnému procesu. Navyše, väčšina z týchto materiálov sú vzácne materiály z vysokej zliatiny, vysokej pevnosti a tvrdosti a existuje veľa ťažkostí pri výbere materiálu, príprave materiálu a obstarávaní. Niektoré materiály sa ťažko kupujú a dodávajú kvôli malému použitiu.
2. Štruktúra odliatku
Väčšina polotovarov ventilov sú odliatky s tenkou škrupinou so zložitou štruktúrou, ktoré si vyžadujú nielen dobrý vzhľad, ale aj hustú vnútornú kvalitu a dobrú metalografickú štruktúru a nesmú mať chyby, ako sú póry, diery po zmrštení, pieskové inklúzie a praskliny. . Preto je proces odlievania zložitý a technológia tepelného spracovania je náročná. V strojárskom priemysle je obtiažnosť odlievania tlakovo nesúceho odliatku tenkej škrupiny ventilu oveľa komplikovanejšia a náročnejšia ako odlievanie iných mechanických komponentov.
3. Technológia obrábania
Pretože väčšina materiálov s vysokou pevnosťou, vysokou tvrdosťou a vysokou odolnosťou voči korózii má slabý rezný výkon, ako je napríklad vysokolegovaná nehrdzavejúca oceľ a oceľ odolná voči kyselinám, majú nevýhody vysokej húževnatosti, vysokej pevnosti, zlého odvodu tepla, vysoká viskozita triesok a silný sklon k mechanickému spevneniu. Je ťažké dosiahnuť požadovanú rozmerovú presnosť a konečnú úpravu, čo prináša určité ťažkosti pre obrábacie nástroje, procesy a zariadenia. Okrem toho má tesniaca plocha ventilu vysoké požiadavky na presnosť obrábania, zodpovedajúci uhol, hladkosť a zodpovedajúci tesniaci pár, čo prináša veľké ťažkosti pri obrábaní.
4. Procesné usporiadanie častí ventilu
Počet hlavných častí ventilu je malý, štruktúra je relatívne jednoduchá, presnosť opracovania väčšiny rozmerov nie je vysoká a exteriér je pomerne drsný, čo v ľuďoch vyvoláva dojem jednoduchého stroja. V skutočnosti je srdcová tesniaca časť chlopne mimoriadne presná. "Tri stupne" (rovnosť, hladkosť, tvrdosť) tesniacej plochy sú veľmi vysoké a stupeň zhody tesniacej dvojice zloženej z dvoch tesniacich plôch musí dosahovať nulu až nulu. Aby bola splnená nulová netesnosť skúšky vzduchotesnosti. Tento druh hrubého benchmarku k Klasický chrómovaný mosadzný rohový ventil zabezpečenie presnej nulovej požiadavky srdca na nulu je najväčším technologickým problémom pri spracovaní chlopne.
5. Skúška a kontrola ventilov
Ventily sú dôležitými otváracími a zatváracími a regulačnými komponentmi tlakových potrubí a pracovné podmienky tlakových potrubí sú veľmi odlišné, ako je vysoká teplota a vysoký tlak, nízka teplota a kryogénna teplota, horľavé a výbušné, vysoko toxické a silné korózie. Skúšobné a kontrolné podmienky na výrobu ventilov však nemôžu spĺňať rovnaké požiadavky na pracovné podmienky. Medzinárodné a domáce normy testovania ventilov stanovujú, že test sa vykonáva s plynom alebo vodou ako médiom za podmienok blízkych normálnej teplote. Existuje základné skryté nebezpečenstvo, to znamená, že produkty ventilov, ktoré prejdú normálnym výrobným testom, môžu byť ťažké splniť požiadavky na použitie kvôli problémom, ako je výber materiálu, kvalita odliatku a poškodenie tesnenia v drsných skutočných pracovných podmienkach. nehoda kvality.